
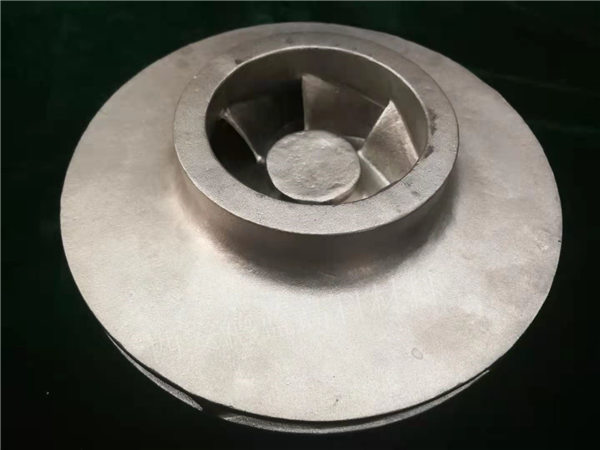
由于钛的铸造性能较差,在钛的熔模铸造中设置流道尤为重要。如果按照铸造钴铬合金和不锈钢的方法安装流道,经常会出现铸造不完全的情况。钛铸件的表面处理非常重要。由于钛的特殊物理性能,如低热导率、表面硬度、低弹性模量、高粘度、低电导率和易氧化等,给钛的表面处理带来了很大的困难。传统的表面处理方法很难达到理想的效果,因此必须采用特殊的处理方法和操作手段。钛熔模铸造的浇道有以下要求:
流道直径应厚(不小于4mm)且短,以保证有足够的钛液通过.短的途径注入型腔;流道与熔模的连接处应适当加厚;跑步者人数应为3 ~ 4人;可以使用并行插值或横向插值。避免形成直角。模具温度对钛铸件表面性能的影响。包埋材料对钛液的污染不仅与铸造室的真空度和包埋材料的成分有关,还与模具温度有关。当模具温度较高时,钛液容易与熔模反应,锆、铝、硅等元素容易扩散到钛基体中成为间隙元素,形成较厚的硬化层,从而增加铸件的抗拉强度和屈服强度,降低延展性,增加脆性。其中,氧含量的增加对铸件力学性能的影响.为明显。当模具温度低时,硬化层变薄。但是,当模具温度较低时,会影响铸造流量,因此需要适当选择模具温度,有时根据不同的目的确定模具温度。.

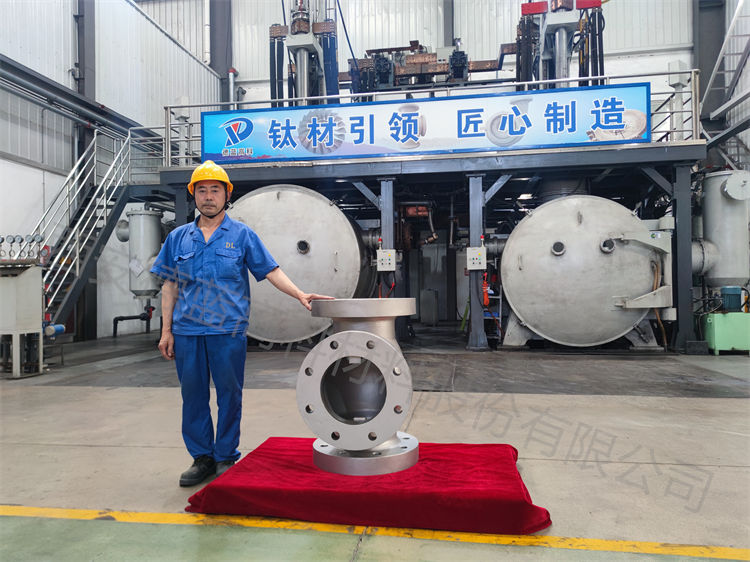
钛泵体铸造工艺
在我国,由于真空壳体凝固炉的熔化能力有限,铸造难度很大。为了节约液态金属钛,采用顶注技术。
①模型工艺设计:模具是由12件组成的机加工石墨模具。模具结构设计合理,达到了预期目标。
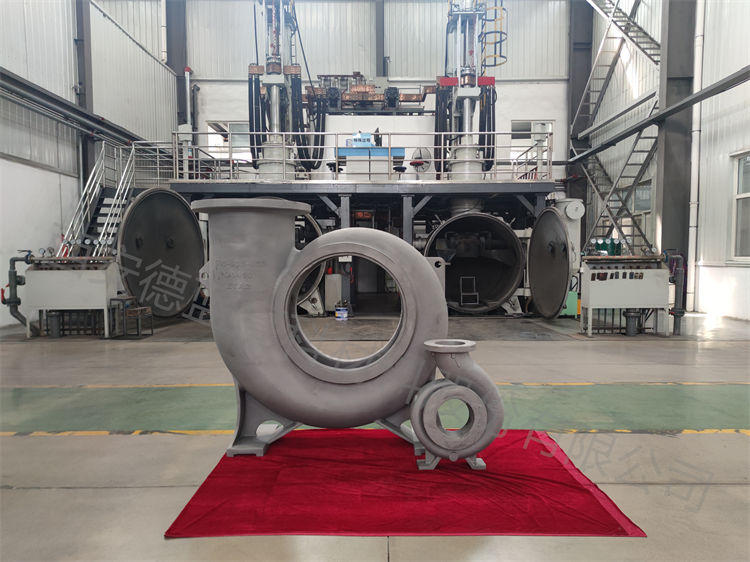
②铸造熔化过程:虽然模具已经在真空中脱气,但由于模具和型芯较大,铸造后仍会释放气体。如果气体不能及时排出型腔,铸件就会出现气孔缺陷。要解决这个问题。
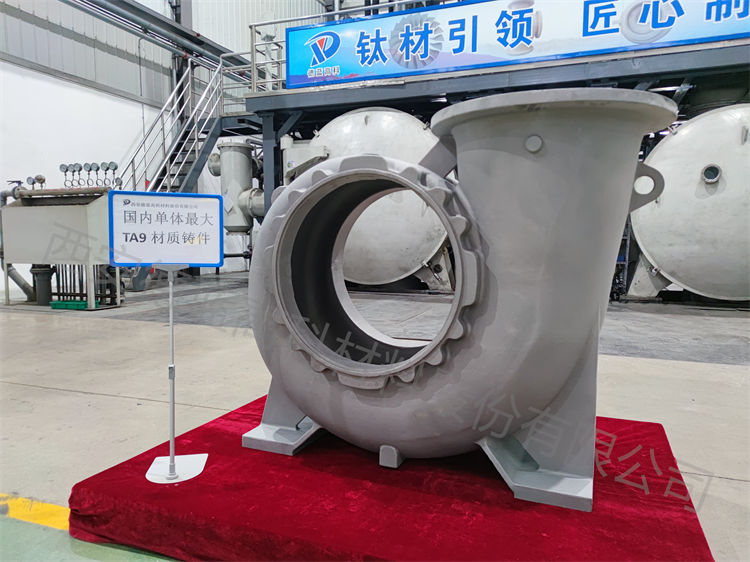
③泵体蜗壳内设计有分流肋,以平衡径向力,这对于大流量、高扬程的泵尤为必要。但是由于它的存在,给核心的设计和制造带来了很大的困难。为了防止以后脱气和浇注时断裂,应采取加固措施。
钛泵体后期表面处理不仅是为了获得光滑的表面,减少食物和菌斑的堆积和粘附,维持患者正常的口腔微生态平衡,还增加了义齿的美感;更重要的是,通过这些表面处理和改性工艺,可以提高钛铸件的表面性能和适应性,改善义齿的耐磨、耐腐蚀、耐应力疲劳等理化性能。
以上就是江苏钛锆泵阀铸件厂家小编为您带来的干货,希望对您有用!

 当前位置:
当前位置:

 热门推荐
热门推荐






