
铸造:泵体铸件的检验主要包括尺寸检验、外观和表面目测、化学成分分析和力学性能试验。对于有重要要求或铸造过程中容易出现问题的泵体铸件,需要进行无损检测。可用于球墨铸铁件质量检测的无损检测技术包括液体渗透检测、磁粉检测和涡流检测。
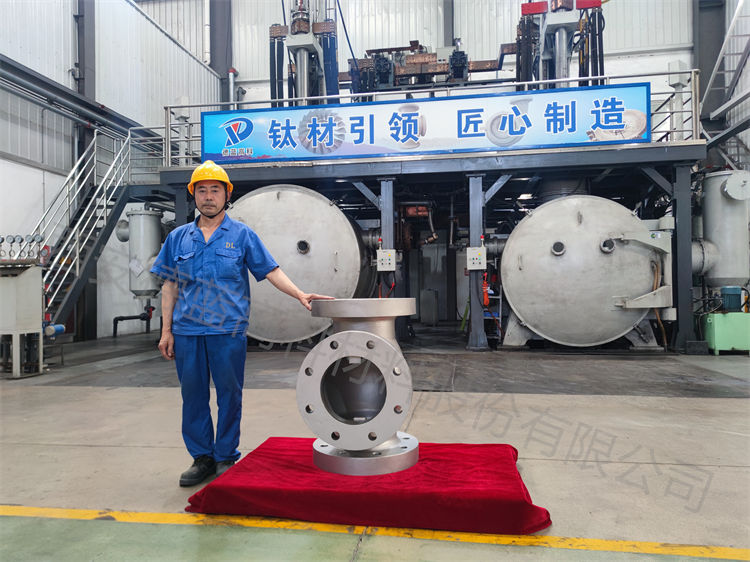
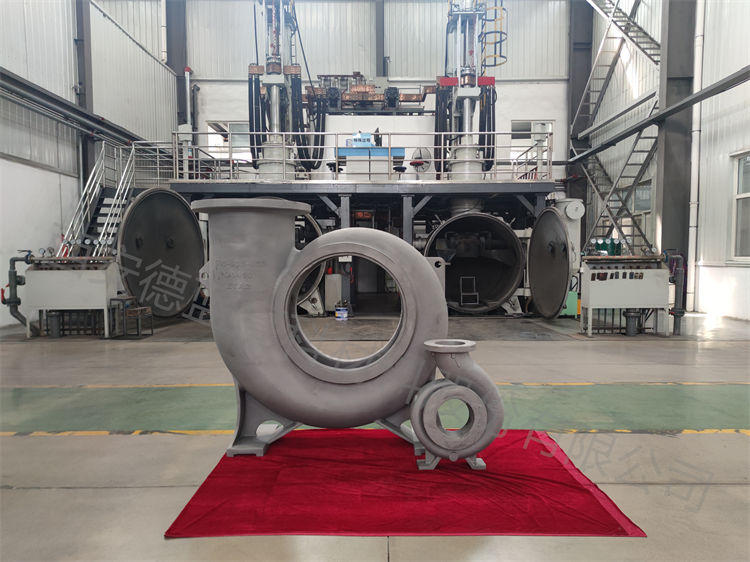
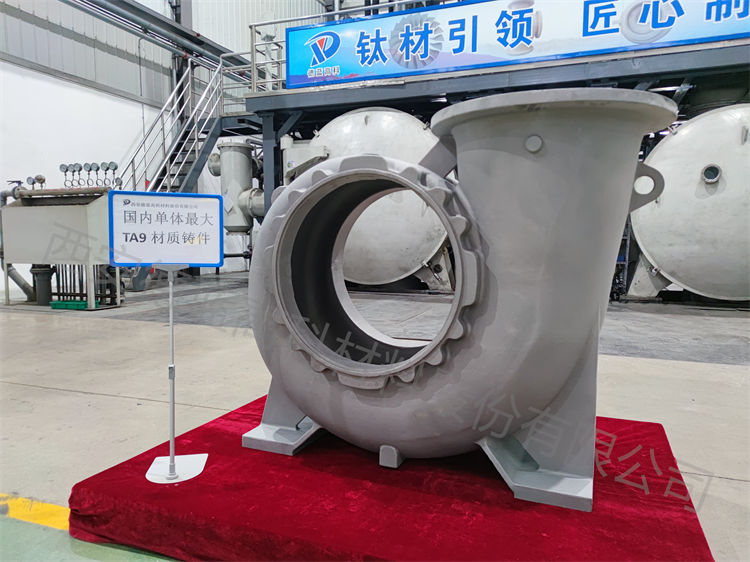
泵体铸造
(1)液体渗透检验
液体渗透探伤用于检查泵体铸件表面的各种开口缺陷,如表面裂纹、表面针孔等肉眼难以发现的缺陷。常用的渗透探伤是着色探伤,它是在泵体铸件表面喷洒渗透性高的有色(一般为红色)液体(渗透剂),渗入开口缺陷,迅速擦去表面渗透层,然后在泵体铸件表面喷洒一种易干的显示剂(也叫显影液)。残留在开口缺陷中的渗透剂被吸出后,显示剂被染色,这可以反映缺陷的形状、尺寸和大小
(2)涡流检测
铸造:涡流检测适用于检测表面以下的缺陷,深度一般不超过6 ~ 7毫米。涡流检测分为两种:放置线圈法和穿线圈法。当试件放置在有交流电的线圈附近时,进入试件的交变磁场会在试件中感应出一个涡流(涡流),该涡流与激励磁场垂直。涡流会产生一个与激励磁场相反的磁场,部分降低线圈中的原始磁场,从而引起线圈阻抗的变化。

(3)磁粉检测
铸造:磁粉检测适用于检测表面缺陷和表面以下几毫米深的缺陷。测试操作需要DC(或交流)磁化设备和磁粉(或磁悬浮液体)。磁化设备用于在泵体铸件内外表面产生磁场,磁粉或磁悬浮液体用于显示缺陷。
以上就是江苏钛锆泵阀铸件厂家为你带来的干货,如在实际工作中遇到此类问题,可以试试小编教您的方法!

在线客服

 当前位置:
当前位置:

 热门推荐
热门推荐







